用PDA扫码追踪管理工厂半成品流转的方案
半成品流转没有记录时,不用起步就把整条产线全部管起来,先找那个容易“说不清”的工序,往往更容易做出效果。
很多工厂谈追溯,马上想到全流程、全工序、全数据。方向没错,但现场一上来就铺太大,员工压力大,系统改动也大。半成品追踪的难点,通常不在每个工序都没有记录,而是在某几个交接点经常断档。上一道说已经交了,下一道说没收到;质检发现问题,往回查不知道是哪一批;返工件绕了一圈回来,系统里看不见。
PDA 扫码适合从这些断点开始。它未必替代所有设备采集,也未必把每个动作都做成复杂报工。更现实的做法,是先把半成品从一个状态进入另一个状态时记录下来。谁交出,谁接收,是什么批次,数量多少,在哪个工位,这些信息先跑通,后面的追溯才有基础。
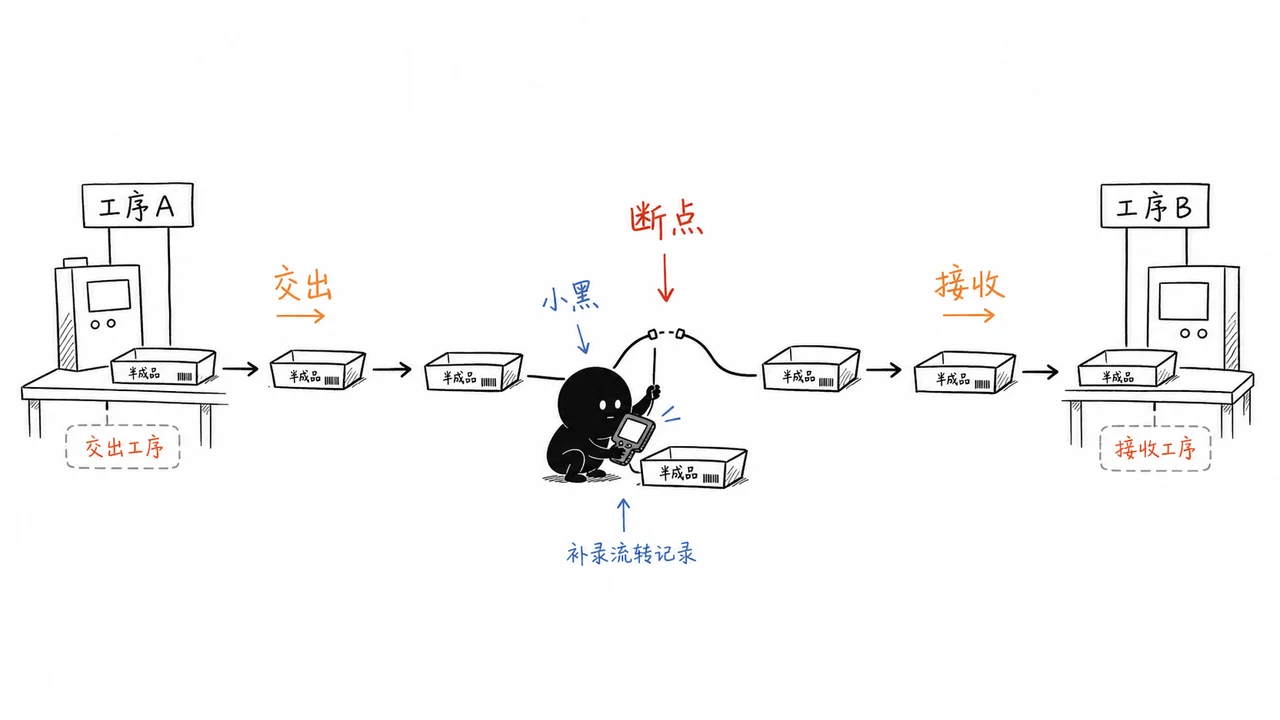
追踪起点可以先选记录最容易断的地方。
先找三类容易断的地方
一类是工序交接。半成品从冲压到焊接,从注塑到装配,从前处理到喷涂,中间经常经过周转车、暂存区和人工交接。只要中间有人搬、有人放、有人等,就容易出现数量和批次不清。
一类是质量分流。半成品通过、待检、返工、报废、让步接收,这些状态如果只写在纸卡上,后面很难查。尤其是返工件,现场会觉得只是拿回去修一下,可对追溯来说,它已经离开了正常路线。
还有一类是外协或跨车间流转。东西离开本车间以后,管理边界变模糊。半成品发出去多少,回来多少,中间有没有混批,有没有换包装,如果没有扫码记录,后面只能靠单据和人工对。
扫什么对象,要看半成品怎么移动
半成品追踪未必都是扫产品本身。有些产品太小、表面不适合贴标、温度高、油污多,直接贴码不现实。这个时候可以考虑扫周转箱、料框、托盘、工装夹具或批次卡。关键是这个载体要和半成品一起走,不能半路分开。
如果一个料框里始终放同一批半成品,扫料框就比较省事。如果一个工装夹具固定对应一个产品或一组产品,扫工装也可以。如果产品价值高、批次敏感、后面要查到单件,那就更适合做单件码或 RFID 标签。不要一上来就纠结某一种技术,先看现场对象怎么流动。
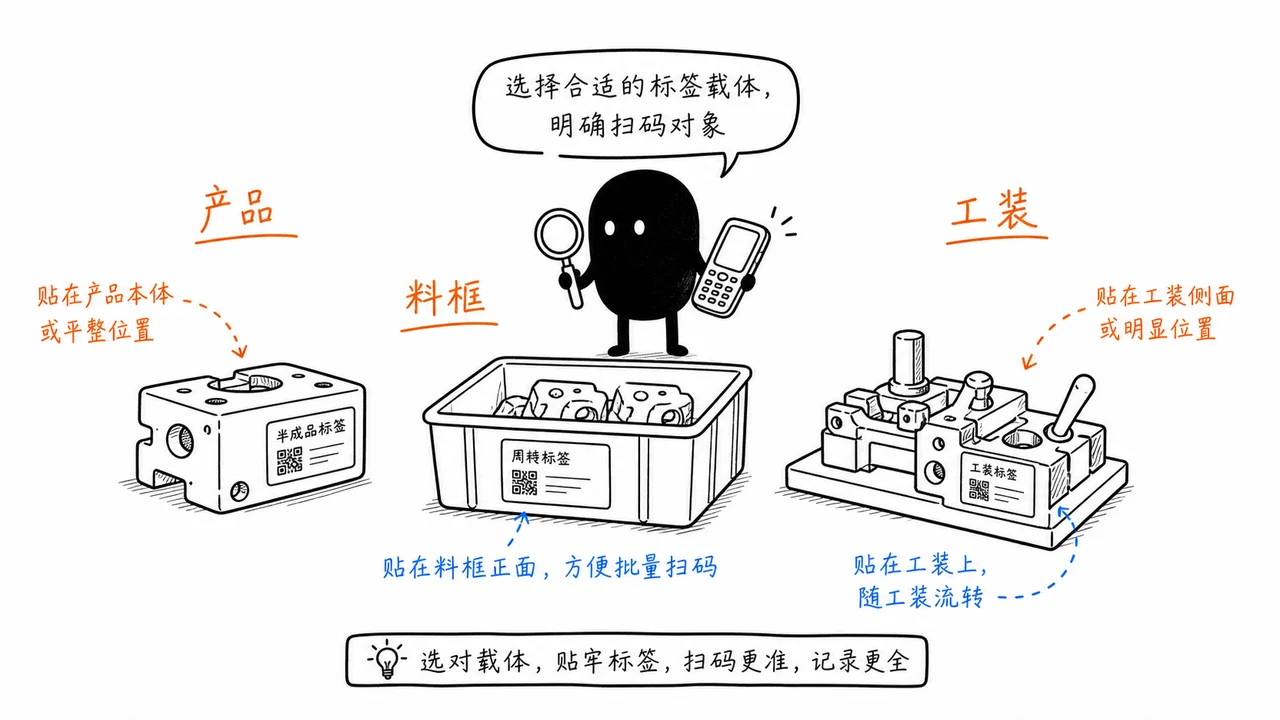
扫产品、扫料框还是扫工装,要看现场怎么流转。
标签方式也要考虑现场环境。油污、粉尘、高温、摩擦、清洗、金属表面,都会影响条码或 RFID 标签。半成品追踪如果只在办公室里设计标签,很容易到产线就掉链子。拿真实物料试一轮,比在参数表里讨论很久更有价值。
不要把返工件当成临时例外
很多追溯项目的漏洞出在返工返修。正常流转大家都愿意扫码,一到返工就变成“先拿去修,修完再说”。可质量问题发生后,最需要查的往往就是这些异常路径。哪一批返工过,返工原因是什么,谁处理的,复检有没有通过,这些信息少了,追溯链就断了。
PDA 可以给返工件一个独立入口。员工扫半成品标签,选择返工原因,记录去向。返工完成后再扫一次,进入复检或回到原工序。这个过程不需要写得很长,但要让返工件不再像“离线处理”。
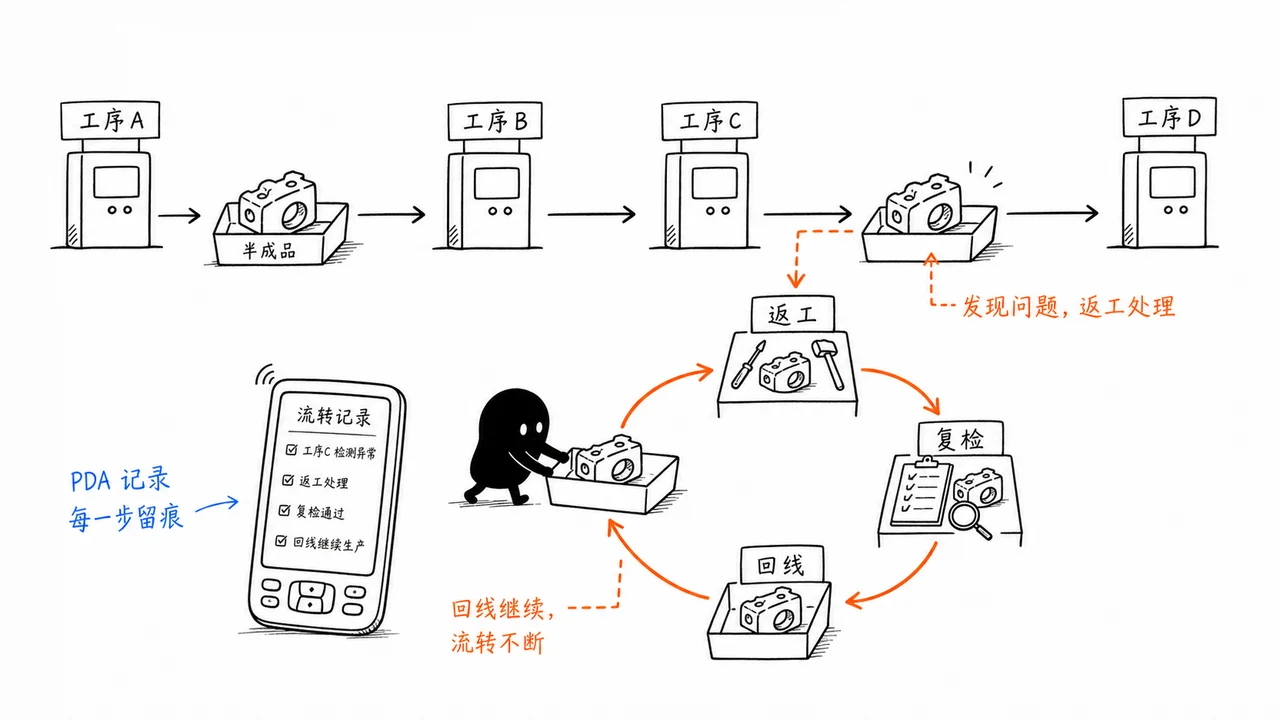
返工不是支线小事,它经常是追溯里最关键的一段。
从小范围开始,别让现场一下子背太多动作
半成品追踪要落地,现场接受度很重要。员工如果原来只需要搬运,现在每个动作都要点很多字段,很快就会觉得麻烦。比较好的方式,是先选一个断点,页面只保留必要动作。比如交出、接收、数量、异常。跑顺以后,再加质量状态、照片、工装、设备或人员信息。
选起点时,可以问现场三个问题。哪一个交接点经常有人争论数量,哪一个工序出现质量问题后最难往回查,哪一段流转经常出现半成品堆放和等待。答案通常不会在办公室里,而是在暂存区、返工区、交接台和外协收发口。
如果一个工序本身已经有设备自动采集,PDA 未必放在那里更有价值。反而是设备采不到、人员交接多、物料状态变化多的地方,更适合用 PDA 补记录。这样做不会和原有系统打架,而是把原来缺口补起来。
还要注意,不要让扫码替代现场管理。PDA 只能记录动作,不能自己把半成品摆整齐,也不能自己判断员工为什么不扫。标签贴在哪里、周转箱怎么放、交接台有没有固定位置、异常件有没有单独区域,这些现场细节会直接影响扫码能不能坚持。
起步阶段可以选一个有代表性的产品族或一条产线,不要选流程太简单、问题太少的线,也不要一开始选异常特别多、人员特别复杂的线。选一个有痛点但能配合的现场,跑出来的数据更有说服力。
和 PDA 供应商沟通时,你可以直接拿工艺路线、半成品流转方式、标签样品、暂存区照片和返工流程去聊。对方如果只谈设备能不能扫码,说明还停留在硬件层面;如果能一起讨论扫哪个对象、在哪个工序扫、异常件怎么回线,那才更接近你真正要解决的问题。